全国咨询热线:15895596789

|

| 品牌 | 基础创新塑料 |
| 货号 | EX58F-NA1000 |
| 用途 | 汽车领域的应用 |
| 特性级别 | 高强度|||高流动|||高光泽||| |
| 牌号 | EX58F-NA1000 |
| 型号 | EX58F-NA1000 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||汽车部件|||电子电器部件|||家电部件||| |
| 生产企业 | 基础创新塑料 |
| 是否进口 | 是 |
生产方法:ABS生产方法分为掺混法和接枝法。如今世界主要生产商大多采用先接枝再掺混的方法,此法又分为乳液接枝-乳液SAN掺混法,乳液接枝-悬浮SAN掺混法,乳液接枝-本体SAN掺混法。新兴的本体接枝法无论从生产成本和对环境的影响都有很大优势,是今后研究的重点。
分类:
ABS根据冲击强度可分为:超高抗冲型、高抗冲击型、中抗冲型等品种;
ABS根据成型加工工艺的差异,又可分为:注射、挤出、压延、真空、吹塑等品种;
ABS依据用途和性能的特点,还可分为:通用级、耐热级、电镀级、阻燃级、透明级、抗静电、挤出板材级、管材级等品种。
塑料ABS在汽车内饰的要求条件:汽车内饰追求的重要目标包括美观、低气味、机械性能、耐热、耐候等。亚太国际ABS汽车材料能够满足各种内饰部件的使用要求,材料具备以下条件:
良好的流动性
优异的抗冲击性
易加工成型
易着色、喷涂
低气味
良好的耐腐蚀性
亚光效果
涂装工艺
如今塑料制品在工业产品上得到了广泛的应用。塑料质量轻、耐腐蚀性优越,传热导电性差,易压制成形状复杂的器件。在产品结构上可代替部分有色金属和轻金属。为了消除塑料表面的压制印迹及色泽不均,往往需要对塑料表面进行涂装。涂装既可改善外观,又可以延长塑料的使用寿命。
塑料ABS的性能和表面状态
塑料ABS是由丙烯腈、丁二烯、苯乙烯所组成的三元共聚物。它具有苯乙烯热塑性塑料的机械加工性、丁二烯的橡胶韧性、丙烯腈的耐化学腐蚀性。三者的含量配比可根据产品需要进行调整。塑料压制成型后表面状态对外观质量有很大的影响。要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
塑料ABS表面预处理
为了提高涂料在塑料表面的附着力和改善塑料外观,涂装前必须对塑料表面进行预处理。

产品说明
您是该物性表的第12400位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
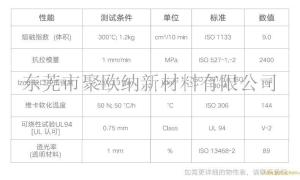
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 比重 | g/cm3 | ASTM D792 | ||
| 模具收缩性 | Flow,24hr | % | ASTM D955 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 拉伸模量 | MPa | ASTM D638 | ||
| 拉伸屈服强度 | MPa | ASTM D638 | ||
| 拉伸断裂强度 | MPa | ASTM D638 | ||
| 屈服伸长率 | % | ASTM D638 | ||
| 断裂伸长率 | % | ASTM D638 | ||
| 弯曲模量 | MPa | ASTM D790 | ||
| 弯曲强度 | MPa | ASTM D790 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 0.45MPa,未退火 | °C | ASTM D648 | |
| 热变形温度 | 1.80MPa,未退火 | °C | ASTM D648 | |
| 线形膨胀系数 | Flow | cm/cm/°C | ASTM E-831 | |
| 线形膨胀系数 | Transverse | cm/cm/°C | ASTM E-831 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 3.18mm | J/m | ASTM D256 | |
| 无缺口悬臂梁冲击 | 3.18mm | J/m | ASTM D256 |