全国咨询热线:15895596789

|


| 品牌 | 朗盛 |
| 货号 | NP2H-AT |
| 用途 | 汽车领域的应用 |
| 特性级别 | 高流动|||高抗冲|||高光泽||| |
| 牌号 | NP2H-AT |
| 型号 | NP2H-AT |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 厂家 | 朗盛 |
| 用途级别 | 通用级|||汽车部件|||电子电器部件|||家电部件||| |
| 是否进口 | 是 |
如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;
如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,
需对模具及时进行清理,同时模具表面需增加排气位置;
冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,
圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢;
料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,
出现银丝暗条,塑件变色起泡;
模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。
模温超过120度时,塑件冷却慢,易变形粘模,脱模困难,成型周期长;
成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理;
熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,
宜用开畅式延伸式喷嘴,注塑速度中高速。
折叠粘接问题
根据不同需要,可以选择以下粘合剂:
1.G-977:单组分常温固化软弹性防震粘合剂,耐高低温,不同粘度粘接速度几秒至几个小时固化完毕;
2. KD-833瞬间粘接剂,可以数秒钟或数十秒钟快速粘合PC塑料,但胶层硬脆,不耐60度以上热水浸泡;
3. QN-505,双组分胶,胶层柔软,适合PC塑料大面积粘接或复合。但耐高温性能较差;
4.QN-906:双组分胶,耐高温;
5.G-988:单组份室温硫化胶,固化后是弹性体具有优秀的防水,防震粘合剂,耐高低温,
1-2mm厚度的话,10分钟左右初固,5-6小时基本固化,有一定的强度。完全固化的话需要至少24小时。
单组份,不需要混合,挤出后涂抹静置即可,无需加温
0.50 到 0.70%
ISO 294-4吸水率 (23°C, 24 hr)
0.30%
ISO 62

产品说明
您是该物性表的第19899位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 特性 | 高流动;高抗冲;高光泽 |
| 用途 | 食品服务领域;汽车领域的应用;家电部件 |
| 加工方法 | 注塑;喷涂 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
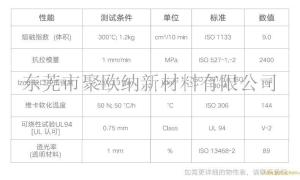
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 熔流率(熔体流动速率) | g/10 min | ISO 1133 | ||
| 收缩率 | % | ISO 294-4 | ||
| 密度 | g/cm3 | ISO 1183 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 拉伸屈服强度 | MPa | ISO 527 | ||
| 抗张强度 | MPa | ISO 527 | ||
| 断裂伸长率 | % | ISO 527 | ||
| 拉伸模量 | MPa | ISO 527 | ||
| 弯曲强度 | MPa | ISO 178 | ||
| 弯曲模量 | MPa | ISO 178 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 1.8Mpa | °C | ISO 75 | |
| 热变形温度 | 0.45Mpa | °C | ISO 75 | |
| 维卡软化温度 | °C | ISO 306 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 23℃ | kJ/m2 | ISO 180/1A |
| 可燃性 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| UL 阻燃等级 | 无 | UL 94 |
| 硬度 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 洛氏硬度 | R | 无 | ISO 2039-2 |