全国咨询热线:15895596789

|


| 品牌 | 基础创新塑料 |
| 货号 | G365-10000 |
| 用途 | 汽车领域的应用 |
| 特性级别 | 耐高温|||高强度|||高流动||| |
| 牌号 | G365-10000 |
| 型号 | G365-10000 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||汽车部件|||电子电器部件|||家电部件||| |
| 生产企业 | 基础创新塑料 |
| 是否进口 | 是 |
原料准备
注塑用的ABS树脂除特殊品级或作着色处理的树脂外,大部分为浅象牙色或瓷白色不透明的颗粒。树脂吸水性不很高,如在加工允许值0.1?0_2%以下时,对于包装严密、贮存得当而且制品要求不太高的情况下,可不经干燥处理即可进行成型加工。但若颗粒中水分含量过规定值时,则必须先经干燥处理方可成型,对于特殊品级的颗粒或制品有较高要求(如电镀品)时,在成型加工前也必须进行干燥处理。
成型工艺规范
1. 注射温度:包括料筒温度(又可分为后、中、前三段),喷嘴温度和模具温度。ABS熔体粘度受温度的影响虽不及注射压力明显,但温度高的条件下对于薄壁制品的模具是有利的。ABS的分解温度,理论上高达270t:以上,但在实际注塑过程中,由于受时间及其它工艺条件的影响,树脂往往在2501左右就开始变色,同时ABS中所含的橡胶相也不适应过高的温度,否则将会影响制品性能。ABS的成型温度除耐热级、电镀级等品级的树脂要求温度稍高些(在210-2501)以改箸其熔体充模困难或有利于电镀性能之外,对于通用级、阻燃级、抗冲级等ABS树脂都希温度取低些,以防发生分解或对其物理机械性能不利。塞式注射机比螺杆式注射机所选择的温度要稍高些,对于一般的制品,柱塞式选择温度范围在180?2301之间,而螺杆式注塑机在160?220X:即可成型。在成型过程中,一般料筒温度(后部150?1701C、中部170?180"€:,前部180?210C)。喷嘴温度一般取170?180C,特别注意的是均化段和喷嘴温度的任何变化,都会反映到制品上,引起溢料、银丝、变色、光泽不佳、熔接痕明显等疵病。
2.模具温度:模具温度对ABS制品表面粗糙度、减少制品内应力有着重要的作用。模温高,熔体充模容易,制品的表观好,内应力小,同时对制品的可电镀性也有改善或提高,但也存在着制品成型收缩率大,成型周期长,易脱模后变型等问题。对于一般要求的制品,模温可控制在40?50X:;对于表观和性能要求都比较高的制品,模温可控制在60?70C。
而且模温要均匀,要求模腔与模芯之间的温度差应不超过10对于深孔制品或形状较为复杂的制品,要求模腔温度比模芯温度略高一些,以利制品的顺利脱模。
3. 注射压力:与聚乙烯、聚苯乙烯、尼龙等塑料相比ABS的流动性稍差,故所需的注射压力较大。但是过大的注射压力容易造成制品脱模困难或脱模损伤,还可能给制品带来较大的内应力。ABS的注射压力除了与制品的壁厚、设备类型等有关外,还与树脂的品级有关。对于薄壁、长流程、小浇口的制品要求的注射压力要高,高达130?150MPa,而厚壁大浇口制品· 15·#70-lOOMPa就可以了。在实际生产过程中,螺杆式注射机常选用的注射压力在lOOMPa以下,(我们采用50?70MPa),而柱塞式注射机一般在lOOMPa以上。保压压力不宜过高,使用螺杆式注射机一般采用30?50MPa,而柱塞式则需60?70MPa以上即可。若保压压力过高,会使制品内应力增大。
4. 注射速度。注射速度对ABS培体流动性的改变有一定的作用,若注射速度慢,制品表观会出现波纹,熔接不良等现象;若注射速度快,可使充模迅速,但易出现排气不良,表观粗糙度不佳等情况,同时还会使制品的拉伸强度和伸长率下降,使镀层贴紧力也因注射速度过快而降低。为此,在生产过程中,除了充模有困难必需用较高的注射速度外,一般都选用中、低连度为宜。
折叠编辑本段注意事项
1. 开机与停机对于阻燃级ABS为了防止阻燃剂发生分解,有严格的要求。在开机吋,应先对料筒用通用级ABS进行清洗,然后再加工。在停机前(指停机20分钟以上者),一方面须将料筒温度降低至100℃以下,另一方面须排空料筒内的物料,并用通用级ABS清洗料筒后方可停机。其目的是使阻燃级ABS不发生分解。
2. 再生料的利用对于一次或二次性的千净、无杂质、无分解物存在的ABS再生料,可以粉碎后直接使用,也可以与新料混合使用,其混合的比例一般不超过新料的25%,以免影响性能。对于再生次数超过5次以上的或者添加有着色剂的再生料,一般不与新料混合使用,主要是防止造成色差。不论是单独的再生料或与新料混合使用的再生料,都必须按规定进行干燥处理后,方可投入成型加工。
后处理
对于使用要求较为苛刻的ABS制品,为了消除或减少内应力,须将制品放人温度为70?80C的热风循环干燥箱内,处理2?4小时,缓慢冷却至室温即可。与其它塑料一样ABS制品中也因各种因素而造成的内应力(其大小可根据制件浸人冰醋酸溶液中是否发生开裂及其开裂时间的长短进行判断)。但是,在一般的情况下,很少发生应力开裂问题。为此,ABS制品通常不作后处理即可投入使用。
性能检测
塑料性能检测技术服务遍布化工行业,从原材料鉴定、化工产品配方分析,到产品生产中的工业问题诊断、产品应用环节的失效分析、产品可靠性测试,都可以提供*的分析技术服务。ABS树脂集合了三者单体的优良性质,即:苯乙烯的光泽、电性能、成型性;丙烯腈的耐热性、刚性、耐油性;丁二烯的耐冲击性。

产品说明
您是该物性表的第12498位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 特性 | 高抗冲;高流动;耐热 |
| 用途 | 汽车领域的应用;电器用具;办公用品 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
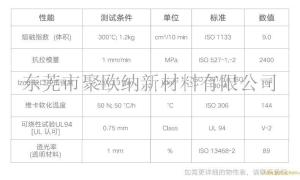
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 抗张强度 | MPa | ASTM D638 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 23℃ | J/m | ASTM D256 |