全国咨询热线:15895596789

|


| 品牌 | |
| 货号 | ST-100 |
| 用途 | 电子电器部件 |
| 特性级别 | 阻燃级||| |
| 牌号 | ST-100 |
| 型号 | ST-100 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级||| |
| 生产企业 | |
| 是否进口 | 是 |
原料准备
注塑用的ABS树脂除特殊品级或作着色处理的树脂外,大部分为浅象牙色或瓷白色不透明的颗粒。树脂吸水性不很高,如在加工允许值0.1?0_2%以下时,对于包装严密、贮存得当而且制品要求不太高的情况下,可不经干燥处理即可进行成型加工。但若颗粒中水分含量过规定值时,则必须先经干燥处理方可成型,对于特殊品级的颗粒或制品有较高要求(如电镀品)时,在成型加工前也必须进行干燥处理。
成型工艺规范
1. 注射温度:包括料筒温度(又可分为后、中、前三段),喷嘴温度和模具温度。ABS熔体粘度受温度的影响虽不及注射压力明显,但温度高的条件下对于薄壁制品的模具是有利的。ABS的分解温度,理论上高达270t:以上,但在实际注塑过程中,由于受时间及其它工艺条件的影响,树脂往往在2501左右就开始变色,同时ABS中所含的橡胶相也不适应过高的温度,否则将会影响制品性能。ABS的成型温度除耐热级、电镀级等品级的树脂要求温度稍高些(在210-2501)以改箸其熔体充模困难或有利于电镀性能之外,对于通用级、阻燃级、抗冲级等ABS树脂都希温度取低些,以防发生分解或对其物理机械性能不利。塞式注射机比螺杆式注射机所选择的温度要稍高些,对于一般的制品,柱塞式选择温度范围在180?2301之间,而螺杆式注塑机在160?220X:即可成型。在成型过程中,一般料筒温度(后部150?1701C、中部170?180"€:,前部180?210C)。喷嘴温度一般取170?180C,特别注意的是均化段和喷嘴温度的任何变化,都会反映到制品上,引起溢料、银丝、变色、光泽不佳、熔接痕明显等疵病。
2.模具温度:模具温度对ABS制品表面粗糙度、减少制品内应力有着重要的作用。模温高,熔体充模容易,制品的表观好,内应力小,同时对制品的可电镀性也有改善或提高,但也存在着制品成型收缩率大,成型周期长,易脱模后变型等问题。对于一般要求的制品,模温可控制在40?50X:;对于表观和性能要求都比较高的制品,模温可控制在60?70C。
而且模温要均匀,要求模腔与模芯之间的温度差应不超过10对于深孔制品或形状较为复杂的制品,要求模腔温度比模芯温度略高一些,以利制品的顺利脱模。
3. 注射压力:与聚乙烯、聚苯乙烯、尼龙等塑料相比ABS的流动性稍差,故所需的注射压力较大。但是过大的注射压力容易造成制品脱模困难或脱模损伤,还可能给制品带来较大的内应力。ABS的注射压力除了与制品的壁厚、设备类型等有关外,还与树脂的品级有关。对于薄壁、长流程、小浇口的制品要求的注射压力要高,高达130?150MPa,而厚壁大浇口制品· 15·#70-lOOMPa就可以了。在实际生产过程中,螺杆式注射机常选用的注射压力在lOOMPa以下,(我们采用50?70MPa),而柱塞式注射机一般在lOOMPa以上。保压压力不宜过高,使用螺杆式注射机一般采用30?50MPa,而柱塞式则需60?70MPa以上即可。若保压压力过高,会使制品内应力增大。

查看供应
找相似产品
收藏
分享
纠错
物性表下载
产品说明
KRALASTIC® ST-100是一种丙烯腈丁二烯苯乙烯(ABS)材料,。 该产品在北美洲或亚太地区有供货,加工方式为:注射成型。 KRALASTIC® ST-100的主要特性为:阻燃/额定火焰。
您是该物性表的第19911位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 加工方法 | 注塑 |
| 机构评级 | JHOSPA 未评级; |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 外观 | 清晰/透明 |
| 形态 | 粒子 |
| 供货地区 | 北美洲;亚太地区 |
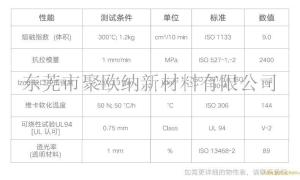
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 熔流率(熔体流动速率) | 220℃,10kg | g/10 min | ASTM D1238 | |
| 密度 | 23℃ | g/cm3 | ASTM D-791 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 拉伸屈服强度 | 23℃ | MPa | ASTM D638 | |
| 断裂伸长率 | 23℃ | % | ASTM D638 | |
| 弹性模量 | 23℃ | MPa | ASTM D790 | |
| 弯曲强度 | 23℃ | MPa | ASTM D790 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 23℃,6.4mmt | J/m | ASTM D256 |
| 硬度 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 洛氏硬度 | 23℃ R scale | 无 | ASTM D785 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 1.82MPa,6.4mmt | °C | ASTM D648 | |
| 线形膨胀系数 | cm/cm/°C | ASTM D696 |
| 可燃性 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| UL 阻燃等级 | 无 | UL 94 |
| 光学性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 透明- 透光率 | 2mmt | % | ASTM D1003 | |
| 折射率 | 2mmt | % | ASTM D1003 |
| 注射 | 属性值 | 单位 |
|---|---|---|
| 预干燥温度 | °C | |
| 成型温度 | °C | |
| 金型温度 | °C |