全国咨询热线:15895596789

|


| 品牌 | A L |
| 货号 | EC-100 901 BK |
| 用途 | 电动车头盔 |
| 特性级别 | 标准级|||高流动|||高抗冲||| |
| 牌号 | EC-100 901 BK |
| 型号 | EC-100 901 BK |
| 加工级别 | 注塑级|||挤出级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||汽车部件|||电子电器部件|||家电部件||| |
| 生产企业 | A L |
| 是否进口 | 是 |
折叠注塑工艺
ABS树脂是在聚苯乙烯树脂改性的基础上发展起来的三元共聚物。其中A代表丙烯睛、B代表丁二烯、
S代表苯乙烯。ABS树脂具有三种组份的综合性能、A可以提高耐油性、耐化学腐蚀性,
从而具有一定的表面硬度;B使ABS呈现橡胶态的韧性,提高了冲击韧性;S使ABS塑料呈现出较好的流动性,使之具有热塑性塑料成型加工的良好性能。
ABS塑料在我国主要用于制造仪器仪表、家用电器、电话机、电视机等的外壳及电镀用的ABS塑料,
使其赋予金属光泽,ABS用于代替金属。我厂生产的各类型号电冰箱的内胆及各种塑料制品中,ABS注塑制品占电冰箱塑料制品总数的88%以上
工艺性
ABS属于无定形聚合物,无明显熔点。由于其牌号品级繁多,在注塑过程中应按品级的不同制订合适的工艺参数,一般在160℃以上,240℃以下即可成型。因为温度过高,有破坏ABS中橡胶相的倾向,而且在250℃以上开始出现分解。在成型过程中、ABS热稳定性较好,可供选择的范围较大,不易出现降解或分解。而且ABS的熔体粘度适中,其流动性比聚氯乙烯、聚碳酸酯等要好,而且熔体的冷却固化速度比较快,一般在5?15S内即可冷固。ABS的流动性与注射温度和注射压力都有关系,其中注射压力稍敏感些。为此,在成型过程中可从注射压力人手,以降低其熔体粘度,提高充模性能。ABS因组分的不同,吸水及粘附水的性能各异,其表面粘附水及吸水率在0.2?0.5%有时可达0.3?0.8%之间,为了得到较为理想的制品,在成型前作干燥处理,
使含水量降至0,1%以下。否则制件表面将会出现气泡、银丝等疵病。
注塑设备

物性表下载
产品说明
KRALASTIC® AN-450是一种丙烯腈丁二烯苯乙烯(ABS)材料,。 该产品在北美洲或亚太地区有供货,加工方式为:注射成型。 KRALASTIC® AN-450的主要特性有: ·阻燃/额定火焰 ·Flame Retardant
您是该物性表的第17143位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 特性 | 阻燃 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
| 供货地区 | 北美洲;亚太地区 |
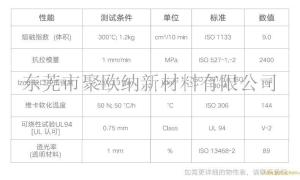
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 熔流率(熔体流动速率) | 220℃/10kg | g/10 min | ASTM D1238 | |
| 密度 | 23℃ | g/cm3 | ASTM D792 | |
| 收缩率 | % | ASTM D-955 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 抗张强度 | 23℃ | MPa | ASTM D638 | |
| 断裂伸长率 | 23℃ | % | ASTM D638 | |
| 弯曲模量 | 23℃ | MPa | ASTM D790 | |
| 弯曲强度 | 23℃ | MPa | ASTM D790 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 23℃ 6.4mmt | J/m | ASTM D256 |
| 硬度 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 洛氏硬度 | 23℃ R-scale | 无 | ASTM D785 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 1.82Mpa | °C | ASTM D648 | |
| 维卡软化点 | 1.0kgf | °C | ASTM D1525 | |
| 球压温度 | °C | 无 |
| 可燃性 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| UL 阻燃等级 | 无 | UL 94 |
| 注射 | 属性值 | 单位 |
|---|---|---|
| 成型温度 | °C |