全国咨询热线:15895596789

|


| 品牌 | 基础创新塑料 |
| 货号 | AL-4020 |
| 用途 | 汽车领域的应用 |
| 特性级别 | 耐高温|||耐磨|||高光泽||| |
| 牌号 | AL-4020 |
| 型号 | AL-4020 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||汽车部件|||电子电器部件|||家电部件||| |
| 生产企业 | 基础创新塑料 |
| 是否进口 | 是 |
ABS具有优良的综合物理和机械性能,极好的低温抗冲击性能。尺寸稳定性。电性能、耐磨性、
抗化学药品性、染色性、成品加工和机械加工较好。ABS树脂耐水、无机盐、碱和酸类,
不溶于大部分醇类和烃类溶剂,而容易溶于醛、酮、酯和某些氯代烃中。ABS树脂热变形温度低可燃,
耐候性较差。熔融温度在217~237℃,热分解温度在250℃以上。如今的市场上改性ABS材料,
很多都是掺杂了水口料、再生料。导致客户成型产品性能不是很稳定。
折叠物料性能
综合性能较好,冲击强度较高,化学稳定性,电性能良好;
与372有机玻璃的熔接性良好,制成双色塑件,且可表面镀铬,喷漆处理;
有高抗冲、高耐热、阻燃、增强、透明等级别;
流动性比HIPS差一点,比PMMA、PC等好,柔韧性好;
适于制作一般机械零件,减磨耐磨零件,传动零件和电讯零件。
折叠成型性能
无定形材料,流动性中等,吸湿大,必须充分干燥,表面要求光泽的塑件须长时间预热干燥80-90度,3小时;
宜取高料温,高模温,但料温过高易分解(分解温度为>270度).对精度较高的塑件,模温宜取50-60度,对高光泽
.耐热塑件,模温宜取60-80度;
如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;
如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,
需对模具及时进行清理,同时模具表面需增加排气位置;
冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,
圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢;
料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,
出现银丝暗条,塑件变色起泡;

产品说明
您是该物性表的第12400位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
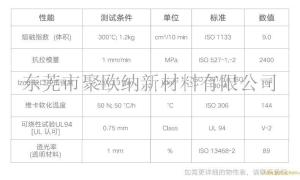
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 比重 | g/cm3 | ASTM D792 | ||
| 模具收缩性 | Flow,24hr | % | ASTM D955 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 拉伸模量 | MPa | ASTM D638 | ||
| 拉伸屈服强度 | MPa | ASTM D638 | ||
| 拉伸断裂强度 | MPa | ASTM D638 | ||
| 屈服伸长率 | % | ASTM D638 | ||
| 断裂伸长率 | % | ASTM D638 | ||
| 弯曲模量 | MPa | ASTM D790 | ||
| 弯曲强度 | MPa | ASTM D790 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 0.45MPa,未退火 | °C | ASTM D648 | |
| 热变形温度 | 1.80MPa,未退火 | °C | ASTM D648 | |
| 线形膨胀系数 | Flow | cm/cm/°C | ASTM E-831 | |
| 线形膨胀系数 | Transverse | cm/cm/°C | ASTM E-831 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 3.18mm | J/m | ASTM D256 | |
| 无缺口悬臂梁冲击 | 3.18mm | J/m | ASTM D256 |