全国咨询热线:15895596789
|




| 品牌 | 东丽 |
| 货号 | TP90 |
| 用途 | 电子电器 |
| 特性级别 | 标准级|||高抗冲||| |
| 牌号 | TP90 |
| 型号 | TP90 |
| 加工级别 | 注塑级|||挤出级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 厂家 | 东丽 |
| 用途级别 | 通用级|||电子电器部件|||家电部件||| |
| 是否进口 | 是 |
塑料ABS的性能和表面状态
塑料ABS是由丙烯腈、丁二烯、苯乙烯所组成的三元共聚物。它具有苯乙烯热塑性塑料的机械加工性、丁二烯的橡胶韧性、丙烯腈的耐化学腐蚀性。三者的含量配比可根据产品需要进行调整。塑料压制成型后表面状态对外观质量有很大的影响。要求成型后的表面平整光滑,均匀一致,不应有划伤、飞边、毛刺、凹坑、斑点、气泡和明显的熔接线。
塑料ABS表面预处理
为了提高涂料在塑料表面的附着力和改善塑料外观,涂装前必须对塑料表面进行预处理。
(1 )退火
塑料ABS成型时易形成内应力,涂装后应力集中处易开裂。可采用退火处理或整面处理,消除应力。退火处理是把ABS塑料成型件加热到热变形温度以下,即60℃,保温2h。为了减少设备投资,可采用整面处理来改善表面状况。整面处理配方及工艺如表1所列。
表1 整面处理配方及工艺
项目
工艺参数
丙酮/份
1水/份3温度/℃室温处理时间/mi15-20
(2) 除油
ABS塑料件表面常沾有油污、手汗和脱模剂,它会使涂料附着力变差,涂层产生龟裂、起泡和脱落。涂装前应进行除油处理。对ABS塑料件通常用汽油或酒精清洗,然后进行化学除油。工艺配方如表2所列。
表2 除油工艺配方及工艺
项 目工艺参数氢氧化钠(S/L)50~70磷酸钠(S/L)20~30碳酸钠(S/L)10~20表面活性剂(S/L)5~10温度/℃50~60处理时间/min10~15化学油后应彻底清洗工件表面残留碱液,并用纯水*清洗干净,晾干或烘干。
(3) 除电和除尘
塑料制品是绝缘体,表面电阻一般在1013Ω左右,易产生静电。带电后容易吸附空气中的细小灰尘而附着于表面。因静电吸附的灰尘用一般吹气法除去十分困难,采用高压离子化空气流同时除电除尘的效果较好。
塑料ABS涂料
塑料ABS涂料的性能特点如表3所列。
表3塑料ABS涂料的性能特点
查看供应
找相似产品
收藏
分享
纠错
物性表下载
产品说明
您是该物性表的第15737位访客
| 总体描述 | |
|---|---|
| 材料状态 | 非流通 |
| 特性 | 透明 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源关于中塑产品认证 |
| 形态 | 粒子 |
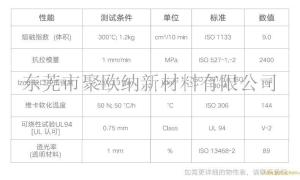
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 熔流率(熔体流动速率) | 220℃/98N | g/10 min | ISO 1133 | |
| 比重 | 23℃ | 无 | ASTM D792 | |
| 收缩率 | % | 无 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 抗张强度 | 23℃ 50RH | MPa | ASTM D638 | |
| 断裂伸长率 | % | ASTM D638 | ||
| 弯曲强度 | 23℃ 50RH | MPa | ASTM D790 | |
| 弯曲模量 | 23℃ 50RH | MPa | ASTM D790 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 热变形温度 | 1.82Mpa | °C | ASTM D648 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬壁梁缺口冲击强度 | 23℃ 12.7mm | J/m | ASTM D256 | |
| 悬壁梁缺口冲击强度 | -30℃,12.7mm | J/m | ASTM D256 | |
| 悬壁梁缺口冲击强度 | 23℃ 3.2mm | J/m | ASTM D256 |
| 可燃性 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| UL 阻燃等级 | 无 | UL 94 |
| 硬度 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 洛氏硬度 | 23℃ 50RH | 无 | ASTM D785 |