全国咨询热线:15895596789

|



| 品牌 | 台化 |
| 货号 | AT5500 |
| 用途 | 注塑 |
| 特性级别 | 耐高温|||标准级|||高光泽||| |
| 牌号 | AT5500 |
| 型号 | AT5500 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 厂家 | 台化 |
| 用途级别 | 通用级|||照明灯具|||运动器材||| |
| 是否进口 | 是 |
产品说明
特性:高光泽性,高耐用冲击性。 用途:鞋跟,玩具,时钟外壳,音响外壳,手提箱。
您是该物性表的第17380位访客
| 总体描述 | |
|---|---|
| 材料状态 | 流通,正常 |
| 特性 | 通用;高光泽 |
| 用途 | 家用货品;电气/电子应用领域 |
| 加工方法 | 注塑 |
| 物性数据来源 | 暂无来源 |
| 形态 | 粒子 |
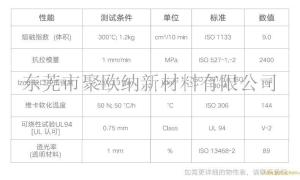
| 物理性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 熔流率(熔体流动速率) | 220℃×10kgf(98N) | g/10 min | ASTM D1238 | |
| 比重 | 23℃/23℃ | 无 | ASTM D792 | |
| 熔流率(熔体流动速率) | 200℃×5kgf(49N) | g/10 min | ASTM D1238 |
| 机械性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 抗张强度 | 23℃ | kg/cm2 | ASTM D638 | |
| 弯曲强度 | 23℃ | kg/cm2 | ASTM D790 | |
| 弯曲模量 | 23℃ | kg/cm2 | ASTM D790 |
| 热性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 维卡软化点 | 1Kg load | °C | ASTM D1525 | |
| 热变形温度 | Unanneaied 18.6kg/cm2(1/2"厚) | °C | ASTM D648 | |
| 热变形温度 | Annealed(8℃×8hr) | °C | ASTM D648 |
| 冲击性能 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 悬臂梁冲击 | 23℃ | kg-cm/cm | ASTM D256 |
| 可燃性 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| UL 阻燃等级 | 1/16"All Color | 无 | UL 94 |
| 硬度 | 测试条件 | 属性值 | 单位 | 测试方法 |
|---|---|---|---|---|
| 洛氏硬度 | 23℃,R | 无 | ASTM D785 |
1. 注射温度:包括料筒温度(又可分为后、中、前三段),喷嘴温度和模具温度。ABS熔体粘度受温度的影响虽不及注射压力明
显,但温度高的条件下对于薄壁制品的模具是有利的。ABS的分解温度,理论上高达270t:以上,但在实际注塑过程中,由于
受时间及其它工艺条件的影响,树脂往往在2501左右就开始变色,同时ABS中所含的橡胶相也不适应过高的温度,否则将会影
响制品性能。ABS的成型温度除耐热级、电镀级等品级的树脂要求温度稍高些(在210-2501)以改箸其熔体充模困难或有利于电
镀性能之外,对于通用级、阻燃级、抗冲级等ABS树脂都希温度取低些,以防发生分解或对其物理机械性能不利。塞式注射机
比螺杆式注射机所选择的温度要稍高些,对于一般的制品,柱塞式选择温度范围在180?2301之间,而螺杆式注塑机在160?
220X:即可成型。在成型过程中,一般料筒温度(后部150?1701C、中部170?180"€:,前部180?210C)。喷嘴温度一般取170?
180C,特别注意的是均化段和喷嘴温度的任何变化,都会反映到制品上,引起溢料、银丝、变色、光泽不佳、熔接痕明显等
疵病。
2.模具温度:模具温度对ABS制品表面粗糙度、减少制品内应力有着重要的作用。模温高,熔体充模容易,制品的表观好,内
应力小,同时对制品的可电镀性也有改善或提高,但也存在着制品成型收缩率大,成型周期长,易脱模后变型等问题。对于
一般要求的制品,模温可控制在40?50X:;对于表观和性能要求都比较高的制品,模温可控制在60?70C。
而且模温要均匀,要求模腔与模芯之间的温度差应不超过10对于深孔制品或形状较为复杂的制品,要求模腔温度比模芯温度
略高一些,以利制品的顺利脱模。