全国咨询热线:15895596789

|



| 品牌 | 台化 |
| 货号 | AG15E1 |
| 用途 | 一般注塑 |
| 特性级别 | 高光泽|||高刚性||| |
| 牌号 | AG15E1 |
| 型号 | AG15E1 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||运动器材|||医用级|||电动工具配件||| |
| 生产企业 | 台化 |
| 是否进口 | 是 |
FCFC ABS resin AG15E1 meets the requirements of UL, SGS and the certificates of environmental protection.
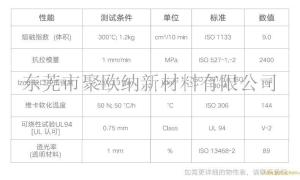
TAIRILAC AG15E1 物性表
| 基本信息 |
|
|---|---|
| 黄卡编号 |
|
| 机构评级 |
|
| RoHS 合规性 |
|
| UL文件号 |
|
| 形式 |
|
| 加工方法 |
|
| 物理性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 比重 |
|
|
|
| -- | 1.05 | g/cm3 | ASTM D792 |
| 23°C | 1.05 | g/cm3 | ISO 1183 |
| 熔流率(熔体流动速率) |
|
|
ASTM D1238, ISO 1133 |
| 200°C/5.0 kg | 1.8 | g/10 min | ASTM D1238, ISO 1133 |
| 220°C/10.0 kg | 20 | g/10 min | ASTM D1238, ISO 1133 |
| 收缩率 - 流动 | 0.40 到 0.70 | % | 内部方法 |
| 硬度 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 洛氏硬度 |
|
|
|
| R 级, 23°C | 110 |
|
ASTM D785 |
| R 计秤, 23°C | 110 |
|
ISO 2039-2 |
| 机械性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 抗张强度 (23°C) | 52.0 | MPa | ASTM D638, ISO 527-2 |
| 弯曲模量 (23°C) | 2750 | MPa | ASTM D790, ISO 178 |
| 弯曲强度 |
|
|
|
| 23°C | 85.3 | MPa | ASTM D790 |
| 23°C | 86.0 | MPa | ISO 178 |
| 冲击性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 无缺口悬臂梁冲击 (23°C, 6.35 mm) | 140 | J/m | ISO 180, ASTM D256 |
| 热性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 载荷下热变形温度 |
|
|
ASTM D648, ISO 75-2/A |
| 1.8 MPa, 未退火, 12.7 mm | 84.0 | °C | ASTM D648, ISO 75-2/A |
| 1.8 MPa, 退火 1 | 94.0 | °C | ASTM D648, ISO 75-2/A |
| 维卡软化温度 | 103 | °C | ISO 306/A, ASTM D1525 2 |
| 可燃性 | 额定值 |
|
测试方法 |
|---|---|---|---|
| UL 阻燃等级 (1.50 mm, All Colors) | HB |
|
UL 94 |
| 注射 | 额定值 | 单位制 |
|
|---|---|---|---|
| 干燥温度 | 70.0 到 80.0 | °C |
|
| 干燥时间 | 2.0 到 3.0 | hr |
|
| 模具温度 | 40.0 到 80.0 | °C |
|
| 注塑压力 | 68.6 到 108 | MPa |
|
ABS属于无定形聚合物,无明显熔点。由于其牌号品级繁多,在注塑过程中应按品级的不同制订合适的工艺参数,一般在160
℃以上,240℃以下即可成型。因为温度过高,有破坏ABS中橡胶相的倾向,而且在250℃以上开始出现分解。在成型过程中、
ABS热稳定性较好,可供选择的范围较大,不易出现降解或分解。而且ABS的熔体粘度适中,其流动性比聚氯乙烯、聚碳酸酯
等要好,而且熔体的冷却固化速度比较快,一般在5?15S内即可冷固。ABS的流动性与注射温度和注射压力都有关系,其中注
射压力稍敏感些。为此,在成型过程中可从注射压力人手,以降低其熔体粘度,提高充模性能。ABS因组分的不同,吸水及粘
附水的性能各异,其表面粘附水及吸水率在0.2?0.5%有时可达0.3?0.8%之间,为了得到较为理想的制品,在成型前作干燥处
理,
使含水量降至0,1%以下。否则制件表面将会出现气泡、银丝等疵病。
注塑设备