全国咨询热线:15895596789

|



| 品牌 | 台化 |
| 货号 | AG15AJ |
| 用途 | 黑色零配件 |
| 特性级别 | 标准级|||高流动||| |
| 牌号 | AG15AJ |
| 型号 | AG15AJ |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级|||运动器材||| |
| 生产企业 | 台化 |
| 是否进口 | 是 |
规格级别: 高刚性
产品用途: 黑色零配件
备注说明: 深黑色 高剛性
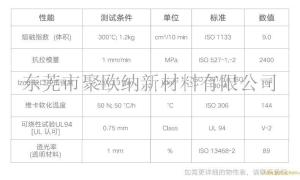
AG15AJ 物性表
| 基本性能 | 额定值 | 单位 | 测试方法 |
|---|---|---|---|
| 熔融指数 (200℃/5kg) | 1.6 | g/10min | ASTM-D1238 |
| 物理性能 | 额定值 | 单位 | 测试方法 |
|---|---|---|---|
| 模具收缩率 (23℃) | 0.4-0.7 | % | ASTM-D955 |
| 密度 (23℃) | 1.05 | ASTM-D792 |
| 机械性能 | 额定值 | 单位 | 测试方法 |
|---|---|---|---|
| 拉伸强度 (23℃) | 44 | MPa | ASTM-D638 |
| 弯曲强度 (23℃) | 78 | MPa | ASTM-D790 |
| 弯曲模量 (23℃) | 2650 | MPa | ASTM-D790 |
| 洛氏硬度 (23℃) | 108 | R-Scale | ASTM-D785 |
| IZOD缺口冲击强度 (23℃ 1/4"厚) | 147 | J/m | ASTM-D256 |
| 热性能 | 额定值 | 单位 | 测试方法 |
|---|---|---|---|
| 热变形温度 (18.6kg/cm,Unannealed) | 90 | ℃ | ASTM-D648 |
| 阻燃等级 (1/16") | HB | UL94 |
由于PC/ABS是两种聚合物的共混,又以PC为主,在加工制品时,有时还会发现在浇口处出现斑纹现象,
通常是由于高速注射时,熔料扩张进入模腔造成。熔体破裂所致。从成型工艺方面入手,
可以采取提高物料温度,提高喷嘴温度,减慢注射速度等措施来减少PC/ABS制品斑纹的出现,
也可以提高模具温度,增设增滥槽,增加浇口尺寸,修改浇口形状等来解决。
例如对大型薄壁制件采用扇形浇口,也可以采用耳形浇口,在浇口出口处增设一个耳槽,
使浇口附近的喷射,料流冲击斑痕,以及残余应力都集中在耳槽,而不影响PC/ABS制件质量。
同时,由于多个浇口注塑或者分流道多时,也会出现熔接线。
折叠编辑本段加工流程
折叠成型工艺
塑料ABS也可以说是聚苯乙烯的改性,比HIPS有较高的抗冲击强度和更好的机械强度,
具有良好的加工性能,可以使用注塑机、挤出机等塑料成型设备进行注塑、挤塑、吹塑、
压延、层合、发泡、热成型,还可以焊接、涂覆、电镀和机械加工。ABS的吸水性比较高,
加工前需进行干燥处理,干燥温度为70~85℃,干燥时间为2~6h;ABS制品在加工中容易产生内应力,
如应力太大,致使产品开裂,应进行退火处理,把制件放于70~80℃的热风循环干燥箱内2~4h,
再冷却至室温即可。