全国咨询热线:15895596789

|


| 品牌 | 台化 |
| 货号 | AF3500 |
| 用途 | 注塑 |
| 特性级别 | 高光泽|||高刚性||| |
| 牌号 | AF3500 |
| 型号 | AF3500 |
| 加工级别 | 注塑级||| |
| 品名 | ABS |
| 外形尺寸 | 3mm |
| 用途级别 | 通用级||| |
| 生产企业 | 台化 |
| 是否进口 | 是 |
FCFC ABS resin AF3500 meets the requirements of UL, SGS and the certificates of environmental protection.
TAIRILAC AF3500 物性表
| 基本信息 | |
|---|---|
| 黄卡编号 | |
| 机构评级 |
|
| RoHS 合规性 |
|
| UL文件号 |
|
| 形式 |
|
| 加工方法 |
|
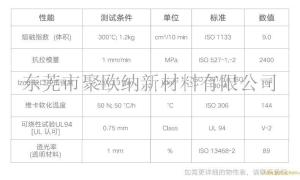
| 物理性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 比重 | |||
| -- | 1.04 | g/cm3 | ASTM D792 |
| 23°C | 1.04 | g/cm3 | ISO 1183 |
| 熔流率(熔体流动速率) | ASTM D1238, ISO 1133 | ||
| 200°C/5.0 kg | 5.0 | g/10 min | ASTM D1238, ISO 1133 |
| 220°C/10.0 kg | 50 | g/10 min | ASTM D1238, ISO 1133 |
| 收缩率 - 流动 | 0.40 到 0.70 | % | 内部方法 |
| 硬度 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 洛氏硬度 | |||
| R 级, 23°C | 101 | ASTM D785 | |
| R 计秤, 23°C | 101 | ISO 2039-2 |
| 机械性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 抗张强度 | |||
| 23°C | 39.2 | MPa | ASTM D638 |
| 23°C | 39.0 | MPa | ISO 527-2 |
| 弯曲模量 (23°C) | 2160 | MPa | ASTM D790, ISO 178 |
| 弯曲强度 (23°C) | 67.0 | MPa | ASTM D790, ISO 178 |
| 冲击性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 无缺口悬臂梁冲击 (23°C, 6.35 mm) | 290 | J/m | ISO 180, ASTM D256 |
| 热性能 | 额定值 | 单位制 | 测试方法 |
|---|---|---|---|
| 载荷下热变形温度 | ASTM D648, ISO 75-2/A | ||
| 1.8 MPa, 未退火, 12.7 mm | 84.0 | °C | ASTM D648, ISO 75-2/A |
| 1.8 MPa, 退火 1 | 94.0 | °C | ASTM D648, ISO 75-2/A |
| 维卡软化温度 | 99.0 | °C | ISO 306/A, ASTM D1525 2 |
| 可燃性 | 额定值 | 测试方法 | |
|---|---|---|---|
| UL 阻燃等级 (1.50 mm, All Colors) | HB | UL 94 |
| 注射 | 额定值 | 单位制 | |
|---|---|---|---|
| 干燥温度 | 70.0 到 80.0 | °C | |
| 干燥时间 | 2.0 到 3.0 | hr | |
| 模具温度 | 40.0 到 80.0 | °C | |
| 注塑压力 | 58.8 到 108 | MPa |
| 注射说明 |
|---|
| Screw Temp: 180 to 230°C |
| 备注 | |
|---|---|
| 1 . | 80°Cx8Hr |
| 2 . | 压 力1 (10N) |
如需解决夹水纹,需提高材料的流动性,采取高料温、高模温,或者改变入水位等方法;
如成形耐热级或阻燃级材料,生产3-7天后模具表面会残存塑料分解物,导致模具表面发亮,
需对模具及时进行清理,同时模具表面需增加排气位置;
冷却速度快,模具浇注系统应以粗,短为原则,宜设冷料穴,浇口宜取大,如:直接浇口,
圆盘浇口或扇形浇口等,但应防止内应力增大,必要时可采用调整式浇口。模具宜加热,应选用耐磨钢;
料温对塑件质量影响较大,料温过低会造成缺料,表面无光泽,银丝紊乱料温过高易溢边,
出现银丝暗条,塑件变色起泡;
模温对塑件质量影响很大,模温低时收缩率,伸长率,抗冲击强度大,抗弯,抗压,抗张强度低。
模温超过120度时,塑件冷却慢,易变形粘模,脱模困难,成型周期长;
成型收缩率小,易发生熔融开裂,产生应力集中,故成型时应严格控制成型条件,成型后塑件宜退火处理;
熔融温度高,粘度高,对剪切作用不敏感,对大于200克的塑件,应采用螺杆式注射机,喷嘴应加热,
宜用开畅式延伸式喷嘴,注塑速度中高速。
折叠粘接问题
根据不同需要,可以选择以下粘合剂: